15737766555



河南鼎原包装讲述牛皮淋膜纸的生产工艺是怎样的?
2025-10-30 来自: 河南鼎原包装材料有限公司 浏览次数:158
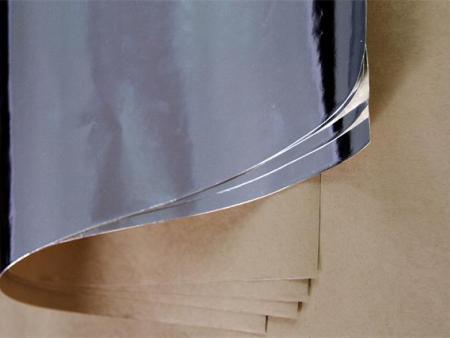
在包装材料领域,牛皮淋膜纸因兼具牛皮纸的强韧性与淋膜层的阻隔性,成为食品、电子、物流等行业的常用包装材料。河南鼎原包装作为区域内专注于包装材料研发与生产的企业,其牛皮淋膜纸生产工艺历经多年优化,形成了从原料筛选到成品检验的标准化流程,既保障产品质量稳定,又能满足不同客户的定制化需求。以下从工艺环节拆解,详解河南鼎原包装牛皮淋膜纸的生产全流程。
一、原料筛选:奠定产品基础,兼顾韧性与环保
河南鼎原包装在牛皮淋膜纸生产之初,便注重原料的品质把控,核心原料分为 “牛皮纸基材” 与 “淋膜树脂” 两类,且均优先选择符合环保标准的材料:
牛皮纸基材选择:采用 100% 纯木浆或高比例木浆牛皮纸,定量范围覆盖 60-200g/㎡,适配不同包装场景(如轻型食品袋选用 60-80g/㎡,重型物流包装选用 150-200g/㎡)。纯木浆牛皮纸纤维长、交织紧密,能赋予成品优异的抗撕裂强度 —— 经检测,河南鼎原选用的牛皮纸横向抗撕裂强度可达 800mN 以上,纵向耐折度超过 50 次,为后续淋膜加工及成品使用提供强韧性支撑。同时,基材均符合食品接触级标准(如 GB 4806.8-2016),确保用于食品包装时无有害物质迁移。
淋膜树脂选用:以低密度聚乙烯(LDPE)为主,部分高端定制产品采用线性低密度聚乙烯(LLDPE)或聚乙烯与聚丙烯共混树脂。LDPE 树脂具有优异的热封性与柔韧性,熔融后能与牛皮纸基材紧密贴合,且耐化学性强,可阻隔水分、油脂渗透;LLDPE 则能进一步提升淋膜层的抗穿刺性,适用于需防尖锐物品刺破的包装场景(如五金零件包装)。河南鼎原选用的树脂均为医用级或食品级,熔融指数(MI)控制在 2-5g/10min,确保淋膜时流动性适中,既避免树脂过稀导致的渗透不均,又防止过稠影响涂层平整度。
二、基材预处理:优化表面特性,提升淋膜附着力
牛皮纸基材表面存在细微绒毛与孔隙,若直接淋膜易出现 “涂层不均”“剥离强度不足” 等问题。河南鼎原包装通过两道预处理工序,优化基材表面状态,为淋膜环节做好准备:
表面打磨与除尘:采用自动化砂纸辊打磨机,对牛皮纸表面进行轻度打磨,去除表面凸起的绒毛与杂质,使基材表面粗糙度控制在 Ra 0.5-1.0μm,既增强树脂与纸张的接触面积,又避免过度打磨破坏纸张纤维结构。打磨后立即通过高压气流除尘装置,清除表面粉尘,防止粉尘混入淋膜层形成瑕疵点 —— 该工序可使基材洁净度提升至 99.5% 以上,大幅降低后续成品的外观缺陷率。
电晕处理(可选):针对部分低表面能牛皮纸基材(如含蜡或施胶量较高的品种),额外进行电晕处理。通过高频高压电场作用,使牛皮纸表面分子链断裂,产生极性基团(如羟基、羧基),将基材表面张力从 32dyn/cm 提升至 38dyn/cm 以上,确保 LDPE 树脂熔融后能在基材表面均匀铺展,避免出现 “缩边”“气泡” 等问题。河南鼎原的电晕处理机采用连续式作业,处理速度与后续淋膜速度同步(最高可达 300m/min),保障生产效率。

三、核心工序:挤出淋膜,精准控制涂层厚度与贴合度
挤出淋膜是牛皮淋膜纸生产的核心环节,河南鼎原包装采用 “单螺杆挤出机 + T 型模头” 的经典配置,通过精准控制温度、速度、压力等参数,实现树脂与基材的高质量复合:
树脂熔融塑化:LDPE 树脂颗粒经料斗进入单螺杆挤出机,机筒分为三段加热区,温度梯度严格控制:进料段 150-170℃(软化树脂)、压缩段 170-190℃(熔融树脂)、均化段 190-210℃(使熔体均匀)。螺杆转速根据成品涂层厚度调节(通常为 30-60r/min),确保熔体输出量稳定 —— 例如生产涂层厚度 20μm 的淋膜纸时,螺杆转速控制在 45r/min,熔体输出量误差可控制在 ±2% 以内。
T 型模头流延:熔融状态的 PE 熔体通过 T 型模头(模唇宽度与牛皮纸幅宽匹配,通常为 1.6-2.2m)均匀流延至经过预处理的牛皮纸基材表面。模唇间隙可通过微调螺栓精准调节(范围 0.1-0.5mm),配合基材运行速度(150-300m/min),实现涂层厚度的精准控制(常规厚度 5-50μm,误差 ±1μm)。河南鼎原的 T 型模头采用镀铬处理,内壁光滑度高,可减少熔体流动阻力,避免出现 “条纹”“厚薄不均” 等涂层缺陷。
压合与冷却定型:流延有 PE 熔体的复合基材立即进入压合辊组,通过橡胶压辊与冷却钢辊的挤压(压力控制在 0.3-0.5MPa),使 PE 层与牛皮纸紧密贴合,同时冷却钢辊(内部通循环冷却水,温度 20-30℃)快速将 PE 层降温至熔点以下,使其定型。冷却钢辊表面经过镜面抛光处理,能赋予淋膜层平整光滑的外观,提升成品的印刷适应性 —— 经此工序,复合后的牛皮淋膜纸剥离强度可达 1.5N/15mm 以上,远超行业 1.0N/15mm 的标准。
四、后加工处理:按需定制,拓展产品应用场景
河南鼎原包装根据客户需求,为牛皮淋膜纸提供多样化后加工服务,进一步拓展其应用范围,主要包括:
分切与复卷:采用高精度分切机,将宽幅(1.6-2.2m)的淋膜纸分切成客户所需的窄幅规格(如 300mm、500mm),分切精度可达 ±0.5mm,避免出现 “毛边”“跑偏” 问题。复卷时采用张力控制系统(张力 50-100N),确保成品卷纸松紧均匀,便于客户后续印刷或制袋加工。
印刷与模切(定制化):针对食品包装客户(如面包袋、零食袋),提供柔版印刷服务,采用食品级水性油墨,印刷图案分辨率可达 300dpi,色彩鲜艳且无异味。印刷后通过平压平模切机,按客户设计的形状(如自立袋、风琴袋)进行模切,模切精度 ±0.3mm,满足自动化制袋生产线的需求。
特殊涂层(功能性定制):部分高端产品需额外添加特殊涂层,如在淋膜层表面涂覆抗静电剂(适用于电子元件包装,表面电阻可降至 10^8-10^10Ω)、防粘剂(适用于烘焙包装,避免食品粘连)。河南鼎原采用微凹涂布工艺,涂层厚度控制在 1-3μm,确保功能性与淋膜层的兼容性。
五、质量检测:全流程监控,保障产品稳定性
河南鼎原包装建立了 “产前、产中、产后” 三级质量检测体系,对牛皮淋膜纸的关键指标进行严格把控:
产前检测:对每批次牛皮纸基材检测定量、抗撕裂强度、白度(或本色度),对树脂检测熔融指数、密度、环保指标(如重金属含量、挥发性有机物含量),不合格原料严禁投入生产。
产中检测:每 30 分钟抽样检测淋膜层厚度(采用激光测厚仪)、剥离强度(采用拉力试验机)、外观(通过自动化视觉检测系统,识别针孔、杂质、条纹等缺陷),发现异常立即调整工艺参数。
产后检测:成品需检测耐温性(100℃水煮 30 分钟无分层)、阻隔性(水蒸气透过率<5g/(㎡・24h),氧气透过率<10cc/(㎡・24h・atm))、卫生指标(符合 GB 4806.8-2016,无致病菌、重金属超标),所有检测合格后方可入库出厂。
综上所述,河南鼎原包装的牛皮淋膜纸生产工艺,以 “优质原料 + 精细预处理 + 精准淋膜 + 定制化后加工 + 严格质检” 为核心,既保障了产品的基础性能(强韧性、阻隔性、环保性),又能通过灵活调整工艺参数,满足不同行业客户的个性化需求。该工艺体系不仅提升了产品的市场竞争力,也为河南鼎原在包装材料领域树立了 “品质可靠、服务定制” 的品牌形象,助力其在食品包装、物流包装等细分市场持续拓展。